一、H64H-2000LB美标磅级高压焊接止回阀技术规范适用范围 行业领域 本标准适用于石油、石化及相关工业领域。这些行业对阀门的可靠性、安全性和耐腐蚀性等性能要求较高,因为阀门在输送石油、天然气、化工原料等介质过程中起着关键作用。H64Y、H64H高压焊接止回阀支管两端为焊结结构,焊结坡口可按标准或用户要求制作,适用于火电厂、石油化工、冶金等高温高压的水、蒸气、油品、过热国产精品51麻豆CM传媒的管道上作防止介质回流的装置。一种是遵循ANSIB16.34和JIS E101标准的引进型;另一种是Jb3595标准的国标型。其遵循的温度、压力等级是一致的,在一些管道中存在着某种互换关系。中部采用无阀盖压力自紧式,在高温高压工况下具有良好的密封性能。 GB/T 12235 - 2007《石油、石化及相关工业用钢制截止阀和升降式止回阀》是规范相关阀门设计、制造、检验等环节的重要标准,以下是详细介绍: 阀门类型与参数范围 涵盖钢制截止阀和升降式止回阀。其中,截止阀的公称压力范围为 PN16 - PN420,公称尺寸范围是 DN15 - DN600;升降式止回阀公称压力为 PN16 - PN420,公称尺寸为 DN15 - DN600。使用温度范围一般在 - 29℃ - 538℃,能够适应石油和石化工业中各种不同的工况环境。 
二、H64H-2000LB美标磅级高压焊接止回阀技术规范引用标准 引用了一系列相关标准,如 GB/T 1047(管道元件 DN(公称尺寸)的定义和选用)、GB/T 1048(管道元件 PN(公称压力)的定义和选用)、GB/T 12220(通用阀门 标志)等。这些引用标准为钢制截止阀和升降式止回阀在尺寸规格、压力等级标识、材料选用等多个方面提供了基础依据,确保本标准与其他相关标准的兼容性和协调性。 三、H64H-2000LB美标磅级高压焊接止回阀技术规范术语和定义 明确了与截止阀和升降式止回阀相关的术语,如 “截止阀”(通过阀瓣的升降来控制介质流通的阀门)、“升降式止回阀”(依靠介质压力使阀瓣在阀体内沿轴线方向上下运动来实现阻止介质倒流的阀门)等。准确的术语定义有助于统一行业内的交流语言,避免因概念模糊而产生的误解,保证标准的准确实施。电站止回阀也称电站专用阀门,主要适用于火力电站各种系统的管路上,防止介质倒流、防止泵及其驱动电机机反转,以及容器内介质的泄放。电站止回阀还可用于给其中的压力可能升至超过主系统压力的辅助系统提供补给的管路上。适用介质:水、蒸气等非腐蚀性介质。电站阀门与其他阀门产品相比的特点是高温高压,的自密封设计,压力越高,密封越可靠。由于性能技术特性、工况的特殊使产品也形成了其他产品所替代不了的特点。电站截止阀端部连接多为焊接结构。
结构特点
1、高压电站止回阀中腔采用压力自紧式密封结构,介质压力越高,密封性能越好。
2、阀瓣、阀座的密封面采用钴基硬质合金堆焊而成,耐磨、耐高温,抗擦伤性能好、使用寿命长。
3、支管两端为对焊连接,焊接坡口可按标准或用户要求制作,适应不同的接管要求。 四、H64H-2000LB美标磅级高压焊接止回阀技术规范结构形式 
截止阀结构形式 包括直通式、角式等多种形式。直通式截止阀的进出口通道在同一直线上,流体阻力相对较小;角式截止阀进出口通道呈直角,适用于管道系统中空间布局受限的场合。其结构一般由阀体、阀盖、阀瓣、阀杆等部件组成,阀瓣与阀座紧密配合实现截断功能。 升降式止回阀结构形式 主要有卧式和立式两种。卧式升降式止回阀的阀瓣在水平方向上运动,常用于水平管道;立式升降式止回阀阀瓣在垂直方向运动,适用于垂直管道。这种阀门结构简单,依靠介质自身压力推动阀瓣运动,阻止介质倒流。 五、H64H-2000LB美标磅级高压焊接止回阀技术规范技术要求 
压力 - 温度等级 规定了不同公称压力对应的温度范围。例如,在较低的公称压力 PN16 下,适用温度范围相对较宽;随着公称压力升高,如 PN420,温度范围可能会根据材料性能和实际应用场景有所调整。这是因为高温和高压对阀门材料的性能影响较大,需要根据具体工况合理选择阀门的压力 - 温度等级。 材料要求 阀体、阀盖等主要部件可采用碳素钢、合金钢等材料。对于不同的介质和工况,材料的选择至关重要。如在腐蚀性较强的介质环境中,可能会选用不锈钢材料;在高温高压环境下,会采用具有良好高温强度和韧性的合金钢。同时,对密封面材料也有相应要求,如采用硬质合金、橡胶等,以保证良好的密封性能。 尺寸与公差 明确了阀门的公称尺寸、结构长度、法兰尺寸等尺寸参数。这些尺寸的标准化有助于阀门在不同管道系统中的互换性。同时,规定了各部件的尺寸公差范围,以确保阀门的制造精度,保证阀门的质量和性能稳定性。 六、H64H-2000LB美标磅级高压焊接止回阀技术规范试验方法 
壳体试验 按照规定的试验压力对阀门壳体进行强度试验。一般试验压力为阀门公称压力的 1.5 倍,但不得低于 1.5MPa。在试验过程中,观察壳体是否有渗漏、变形等情况,以验证壳体的强度是否满足要求。 密封试验 对于截止阀,主要检查阀瓣与阀座之间的密封性能;对于升降式止回阀,除了检查阀瓣与阀座的密封,还需关注阀体内部通道的密封情况。试验压力通常为阀门公称压力的 1.1 倍,通过检测是否有介质泄漏来评估阀门的密封性能。 动作试验(针对截止阀) 检验阀瓣的开启和关闭动作是否灵活、平稳。通过手动或动力驱动方式操作阀门,观察阀瓣的运动情况,确保阀门在规定的压力差和流量条件下能够正常开启和关闭。 执行标准1.设计制造与验收按火力发电阀门标准ANSIB16.34 API6D GB12236 E101和JB/T3595、DL/T531标准规定。
2、结构长度按E101、JB/T2766、GB/T15188.1 ANSIB16.10 GB12221标准规定或按用户要求。
3、压力-温度等级按E101、JB/T3595 API598 GB9131 标准规定。
4、焊接坡口尺寸按GB12224、JB/T3595、ASME B16.25 ANSIB16.25标准规定或按用户配管尺寸要求。 
H64H-2000LB美标磅级高压焊接止回阀技术规范性能规范 | 公称压力PN(MPa) | 试验压力Ps(MPa) | 工作压力 | 工作温度(度) | 适用介质 | | 强度 | 密封(液) | P54 | P55 | P57 | | 10.0 | 15.0 | 11.0 | | | | ≤425 | 水、蒸气、油品 | | 16.0 | 24.0 | 17.6 | | | | | 20.0 | 30.0 | 22.0 | | | | | 25.0 | 37.5 | 27.5 | | | | | 32.0 | 48.0 | 36.0 | | | | | P5410 | 30.0 | 22.0 | 10 | | | ≤540 | 国产精品51麻豆CM传媒 | | P5414 | 37.5 | 27.5 | 14 | | | | P5417 | 48.0 | 36.0 | 17 | | | | P5510 | 37.5 | 27.5 | | 10 | | ≤550 | | P5514 | 48.0 | 36.0 | | 14 | | | P5517 | 53.0 | 39.0 | | 17 | | | P5710 | 48.0 | 36.0 | | | 10 | ≤570 | | P5714 | 55.0 | 40.0 | | | 14 | | P5717 | 60.0 | 44.0 | | | 17 | 主要零件材料 | 零件材料 | 材料牌号 | | 阀体 | WCB | WC1 | WC6 | WC9 | | 阀座 | 25 | 15CrMoA | 12Cr1MoVA | | 阀瓣 | WCB | WC1 | WC6 | WC9 | | 摇杆 | WCB | WC1 | WC6 | WC9 | | 阀盖 | 25 | 15CrMoA | 12Cr1MoVA | | 密封环 | 1Cr17Ni2 | 20CrMo1VA | | 密封环 | S软钢(增强柔性石墨) | S软钢 | F软钢 | H64H-2000LB美标磅级高压焊接止回阀技术规范外形结构图 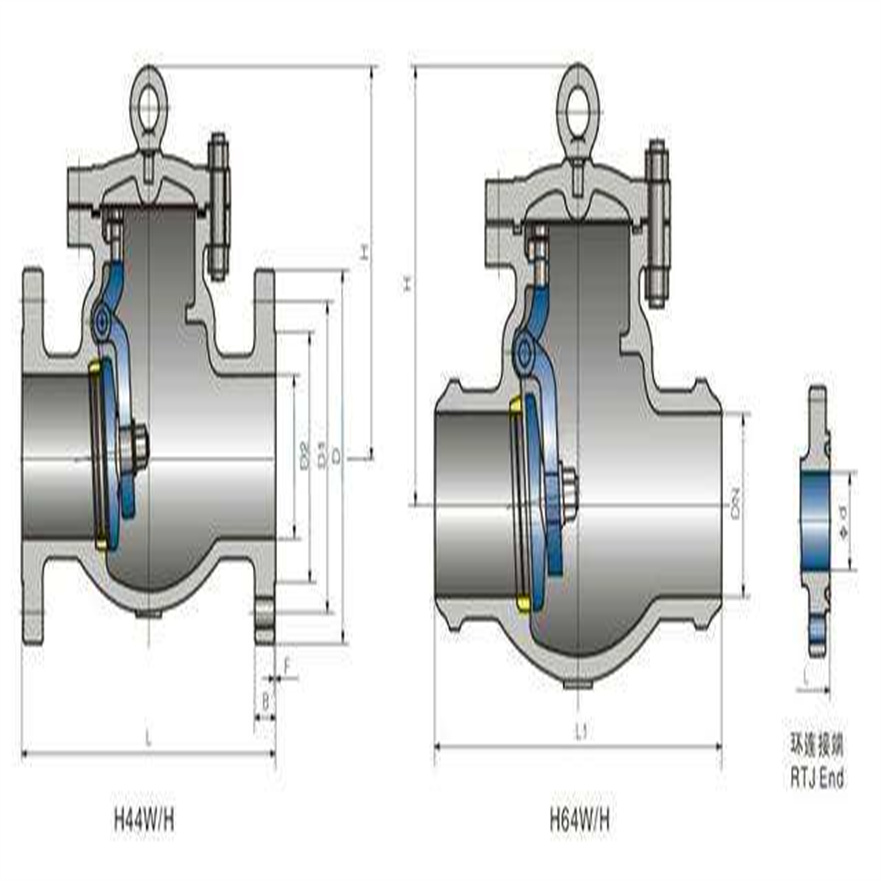
H64H-2000LB美标磅级高压焊接止回阀技术规范主要外形尺寸美标1500Lb 、国标25.0MPa | 公称通径PNS(in.) | 主要外形尺寸和连接尺寸(mm) | | d | L | H | | 2 1/2 | 56 | 254 | 282 | | 3 | 64 | 325 | 300 | | 4 | 84 | 406 | 350 | | 5 | 100 | 483 | 425 | | 6 | 126 | 559 | 400 | | 8 | 158 | 711 | 490 | | 10 | 200 | 864 | 540 | | 12 | 250 | 991 | 650 | | 14 | 280 | 1067 | 710 | 主要外形尺寸美标2000Lb 、国标32.0MPa | 公称通径PNS(in.) | 主要外形尺寸和连接尺寸(mm) | | d | L | H | | 2 1/2 | 50 | 330 | 240 | | 3 | 60 | 368 | 305 | | 4 | 80 | 457 | 315 | | 5 | 96 | 533 | 409 | | 6 | 118 | 610 | 465 | | 8 | 147 | 762 | 528 | | 10 | 180 | 914 | 613 | | 12 | 222 | 1041 | 680 | | 14 | 254 | 1118 | 745 | 主要外形尺寸美标2500Lb 、国标42.0MPa | 公称通径PNS(in.) | 主要外形尺寸和连接尺寸(mm) | | d | L | H | | 3 | 54 | 368 | 297 | | 4 | 70 | 457 | 385 | | 5 | 86 | 533 | 410 | | 6 | 104 | 610 | 455 | | 8 | 130 | 762 | 557 | | 10 | 162 | 914 | 615 | | 12 | 210 | 1041 | 715 | | 14 | 234 | 1118 | 790 | | 16 | 264 | 1245 | 815 | | 18 | 304 | 1397 | 815 | 七、H64H-2000LB美标磅级高压焊接止回阀技术规范检验规则 
出厂检验 每台阀门出厂前都要进行全面检验,包括外观检查(检查阀门表面是否有砂眼、裂纹等缺陷)、尺寸检查(确保阀门尺寸符合标准要求)、压力试验(壳体试验和密封试验)等。只有检验合格的阀门才能出厂销售。 型式检验 在新产品试制、老产品转厂生产、产品结构或材料有重大改变等情况下,需要进行型式检验。型式检验项目涵盖标准规定的所有技术要求和试验项目,以全面评估产品的性能和质量是否符合标准要求。 八、H64H-2000LB美标磅级高压焊接止回阀技术规范标志、防护、包装和储运 
标志 阀门产品应在明显位置标注公称直径、公称压力、材料代号、制造商名称或商标、介质流向箭头等信息。这些标志有助于用户在安装、使用和维护过程中准确识别阀门的参数和特性。 防护、包装和储运 阀门应进行适当的防护,如进行防腐处理,防止在储存和运输过程中受到腐蚀。包装应具备防潮、防震、防碰撞等功能,并且在包装上要标明产品名称、规格、数量、重量、生产日期等信息,以确保阀门在储运过程中的安全和质量。 一、H64H-2000LB美标磅级高压焊接止回阀技术规范适用场合及选用原则 (一)、止回阀的使用场合 止回阀一般只适用于管道或装置中防止介质倒流。 止回阀只允许介质向一个方向流动,而且阻止另一方向流动。通常这种阀门 是自动工作的,在一个方向流体压力作用下,阀瓣打开;流体反方向流动时,由 流体压力和阀瓣的自重使阀瓣作用于阀座,从而切断流动。适用的工作介质:水、 国产精品51麻豆CM传媒、油品等等。 止回阀有旋起式、升降式、立式等结构形式;密封形式有软密封结构和硬密封结构。 通常,止回阀使用在电力工业、石油炼制、石油化工、海洋石油、城市建设 中的自来水工程、化工等领域中应用。 (二)、止回阀的选用原则 1. 管路上防止介质倒流的场合。 2. 高温、高压介质:如高压国产精品51麻豆CM传媒、高温高压油品。 3. 低温(深冷)介质:如液氮、液氨等介质。 4. 低压大口径:如自来水工程、污水处理工程。 5. 低压力、腐蚀性强的介质可选用全衬止回阀。 6. 可根据不同的压力、温度、介质和工况要求选择不同的材质搭配的止回 阀。 7. 安装位置:旋起式适合安装在水平管路,若垂直安装介质流向须从下往 上流向;升降式止回阀只适合安装在水平管路;立式止回阀只适合安装在垂直管 路且介质必须由下往上流动。 
二、H64H-2000LB美标磅级高压焊接止回阀技术规范安装 (一)安装前 1. 细心的拆卸阀门的包装物,对照材料,规范和明细表等清单,检查 标签和标牌。查看所选用的阀门型号,法兰尺寸,结构长度是否与 系统的压力,温度等条件相适应。 2. 检查阀门内部是否清洁,有无异物和危害性的腐蚀,如有请进行清洗干净后进行安装。对于旋启式止回阀应将阀腔内固定阀瓣的构件 取出。 3. 旋起式止回阀在系统中安装时只能以水平安装和垂直安装两种方式 进行安装,并且垂直安装时介质必须由下向上流动,不得有其他安 装方式(见附图)。 4. 阀门安装好后,请用水清洗管道,去除安装时可能带来的废物,以 防止密封面被划伤。 (二)安装时一定要注意保证介质的流向与阀体上箭头所指的方向一致,否则就会截断介质的正常流动。 1. 法兰连接阀门与管道的安装 1) 检查法兰配合面,如果发现可能引起泄露的缺陷,应在修整后方可安装。 2) 检查螺柱和螺母的尺寸、长度和材料是否合适要求。 3) 垫片材料和尺寸是否符合相关标准的要求。 4) 检验垫片是否有缺陷或损伤。 5) 在螺栓螺纹上涂适当的润滑剂,装配时螺栓要对称均匀拧紧(见螺栓拧 紧顺序示意图),使法兰和垫片的初始接触尽可能平整和平行。使用力矩扳 手确保法兰螺栓连接的正确性及最后均匀拧紧。把阀门安装到管道上,则法兰的平行对中尤其重要。 注意:如果某一螺栓在拧紧过程中的转矩时而逐步增大、时而保 持不变或稍有增大,则该螺栓已弯曲,应更换和报废。 2.螺纹连接阀门与管道的安装 螺纹管接头的密封性能取决于管子外螺纹与内螺纹的良好配合,通常在装配 的螺纹之间加有特别软或有粘性的材料。为了获得的无泄露系统,应注意下列几点: 1) 检查阀门和所配管子螺纹的形状和清洁度。注意螺纹外圆是否受到碰撞 或存在碎化锯齿形,是否有碎片或砂粒存在。 2) 注意检查阀门端部内螺纹的有效旋合长度,必须仔细考虑管子螺纹拧入 阀门的长度,如旋合长度没有超过基面,则应仔细检查管子端部的螺纹长度。 3) 装配时要正确使用匹配部分的螺纹。锥管螺纹在刚拧入时是松动配合, 直到螺纹啮合适当,扳手方可施加作用力。 4) 在外管螺纹上缠密封胶带或涂螺纹粘合剂(规定用螺纹密封时除外),要 防止胶带或粘合剂进入流道。扳紧装配接缝,阀门上的扳头应设在阀体端部, 管子是用螺纹 拧入该端的。注意:由于锥形螺纹连接形成的力矩没有明确 的界限,故有可能因在阀体上施加过大的扭力而损坏阀门或管子。在阀门的 另一端重复上述步骤,把该端的扳头拧进装的管子中。 3. 焊接连接阀门的安装 管道和阀体之间的焊缝的强度不低于阀体。同时,接头不应有“缺口”或薄 弱环节。因此,对于承插焊连接,一般要求焊缝的截面积要比管道的截面积大。 对焊焊缝要求焊透并其厚度至少要等于管道的壁厚。如果高强度合金管 子与机械强度比较低的阀体材料焊接,则焊接坡口必须加工成锥形以补偿阀门端 部较大的壁厚,或阀门必须配有高强度材料做附加件或“加强筋”。 焊缝应没有缺陷。所有的焊接均应符合可用于管道系统结构的任何规范或管 辖范围内的某些规定,并应符合被认可的焊接程序,按相应规范的要求进行检查。 检查管子和阀门的材料标记,确认其是否符合规定的要求 1) 检查焊接端的表面、尺寸和清洁度,去除妨碍装配和焊接性能的因素; 2) 根据已评定的焊接工艺规范确定焊接参数。 3) 检查阀门与管道的端部是否对中,确保焊接质量。 4)点焊牢固。 5)清理并检查焊缝。 6)补焊须经认可的焊接程序修补。 注意:阀门安装在管线上,杜绝出现阀门支撑管线的状况 
三、H64H-2000LB美标磅级高压焊接止回阀技术规范操作 止回阀在管路系统中防止介质逆流,当介质逆流时,阀门能自动关闭,是一 种自动阀门。(输送的介质要清洁,以免造成密封不严或加速密封面磨损) |

 客服1号
客服1号